Factory-applied FBE, 3LPE, and 3LPP anti-corrosion coating on API 5L line pipe. ISO 21809 qualified, 100% holiday tested. Internal FBE and project-specified cutback lengths available.
Applications
→Buried onshore gas pipelines — 3LPE standard for most onshore oil and gas pipelines globally
→Rocky terrain and aggressive soil — 3LPE with enhanced thickness (3.5–4.5 mm) for mechanical protection
→High-temperature onshore pipelines — 3LPP for service above 80°C (hot oil, EOR injection)
→Subsea pipelines with concrete weight coating — FBE compatible with CWC for negative buoyancy
→Subsea flowlines — 3LPP for deepwater production flowlines with elevated process temperature
→Water transmission — 3LPE for buried municipal water mains and irrigation pipelines
→Internal corrosion control — FBE internal coating for gas and liquid pipelines
Standards & Certifications
API 5L / ISO 3183—Specification for Line Pipe — all grades and PSL levels
NACE MR0175 / ISO 15156—Sour service material requirements — H2S environments
NACE TM0284—HIC testing — pipe body sour service qualification
ISO 21809-1 / -2—External pipeline coatings (3LPE/3LPP and FBE)
DNV-ST-F101—Submarine pipeline systems — offshore applications
EN 10204 3.1 / 3.2—Mill test certificate documentation
PSL Level Guide
Requirement
PSL1
PSL2
Max yield strength
Not controlled
Controlled per grade
Yield-to-tensile ratio
Not specified
0.93 maximum
Carbon equivalent (CE)
Not specified
≤ 0.43% IIW, ≤ 0.25% Pcm
Sulphur limit
0.030% max
0.015% max
Charpy impact test
Not mandatory
Mandatory
NDE — pipe body
Not mandatory
Mandatory full-length UT
NDE — weld seam
Not mandatory
Mandatory full-length UT
Use for gas service
Not appropriate
Required
Use for sour service
Not appropriate
Required + SR15C
Use for offshore
Not appropriate
Required + add-ons
API 5L grade selection is driven by operating pressure, wall thickness economics, sour service requirements, and welding conditions. Higher grades allow thinner walls for the same design pressure.
Grade
Min Yield MPa / ksi
Min Tensile MPa
PSL1
PSL2
Sour Service
Typical Application
X52
358 / 52
455
✓
✓
✓ PSL2 + SR15C
Buried onshore — FBE or 3LPE standard
X60
414 / 60
517
✓
✓
✓ PSL2 + SR15C
Gas and liquid transmission — 3LPE standard
X65
448 / 65
531
✓
✓
✓ PSL2 + SR15C
Offshore — FBE for CWC; 3LPP for hot service
X70
483 / 70
565
—
✓
✗ Not suitable
Large-diameter gas — 3LPE standard onshore
X80
552 / 80
621
—
✓
✗ Not suitable
Ultra-high-pressure trunklines — 3LPE or 3LPP
Procurement Note — PSL2 Suffix Letters
PSL2 line pipe carries a delivery condition suffix: N (normalised), Q (quench and tempered), M (thermomechanical), R (as-rolled). For sour service add S: X52NS, X65QS, X70MS. Always specify the full grade designation including suffix on the purchase order.
Available OD, wall thickness, and manufacturing type combinations. Contact ZC to confirm specific size/grade/PSL combinations — not all combinations are available from every manufacturing process.
Type
OD Range (inches)
OD Range (mm)
Wall / Thickness Range
Grade Range
FBE (external)
2″ – 60″
60.3 – 1524
300–500 µm
X52 – X80
3LPE (external)
2″ – 60″
60.3 – 1524
2.5–4.5 mm
X52 – X80
3LPP (external)
4″ – 60″
114.3 – 1524
2.5–5.0 mm
X52 – X80
FBE (internal)
4″ – 60″
114.3 – 1524
200–400 µm
X52 – X80
Procurement Note — Size Confirmation
ZC Steel Pipe is order-to-make — we do not hold standard stock. Send us your full specification (grade, PSL, OD, wall thickness, end finish, length, coating, quantity) and we will confirm availability, lead time, and pricing within one business day.
ZC Steel Pipe applies FBE, 3LPE, and 3LPP coating systems at our Hai'an City coating facility. All coating lines are qualified to ISO 21809 with full in-process and final inspection.
1
Surface Preparation
Pipe surface blast-cleaned to Sa 2.5 per ISO 8501-1 using steel shot and grit. Anchor profile 50–100 µm Rz. Surface temperature checked above dew point before coating.
2
Pipe Preheating
Pipe heated by induction to 180–240°C for FBE application. Precise temperature control ensures proper FBE melt flow and cross-linking.
3
FBE Application
Fusion bonded epoxy powder applied electrostatically to preheated pipe surface. Powder melts, flows, and cures to form continuous 300–500 µm layer.
4
Adhesive Layer (3LPE/3LPP)
For 3LPE and 3LPP, a copolymer adhesive is extruded over the hot FBE layer to bond the outer PE/PP layer — applied while FBE is still at cure temperature.
5
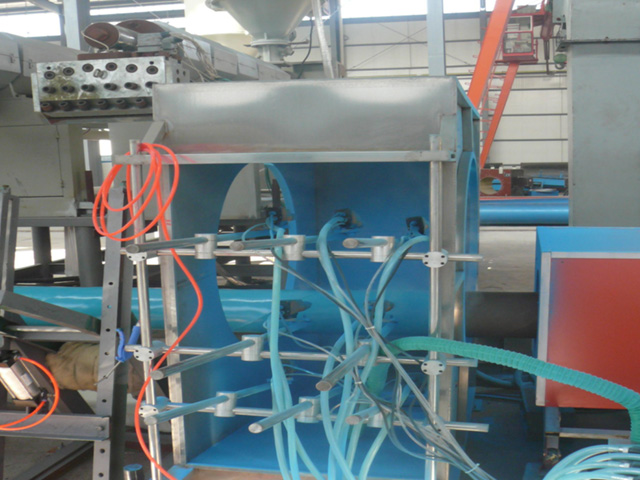
Outer Layer Extrusion
HDPE (3LPE) or polypropylene (3LPP) extruded as a continuous spiral wrap over the adhesive layer. Total coating thickness controlled to project specification.
6
Water Quenching
Coated pipe cooled by water spray to ambient temperature. Controlled cooling prevents thermal shrinkage stress in the coating system.
7
Holiday Testing
100% DC holiday (spark) testing of entire coated surface per ISO 21809. Test voltage calculated per coating thickness — typically 5–15 kV. Zero holidays required before dispatch.
8
Final Inspection
Coating thickness measurement (DFT gauge), adhesion peel test, cathodic disbondment specimen, visual inspection. Full documentation per ISO 21809 supplied with MTC.
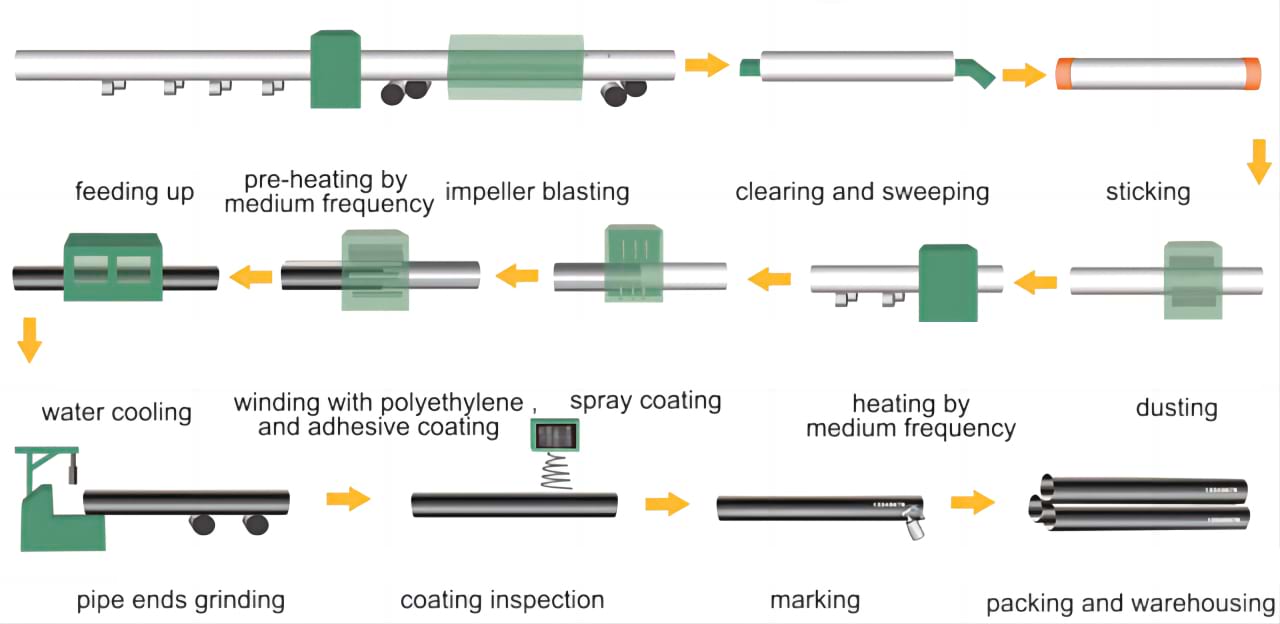
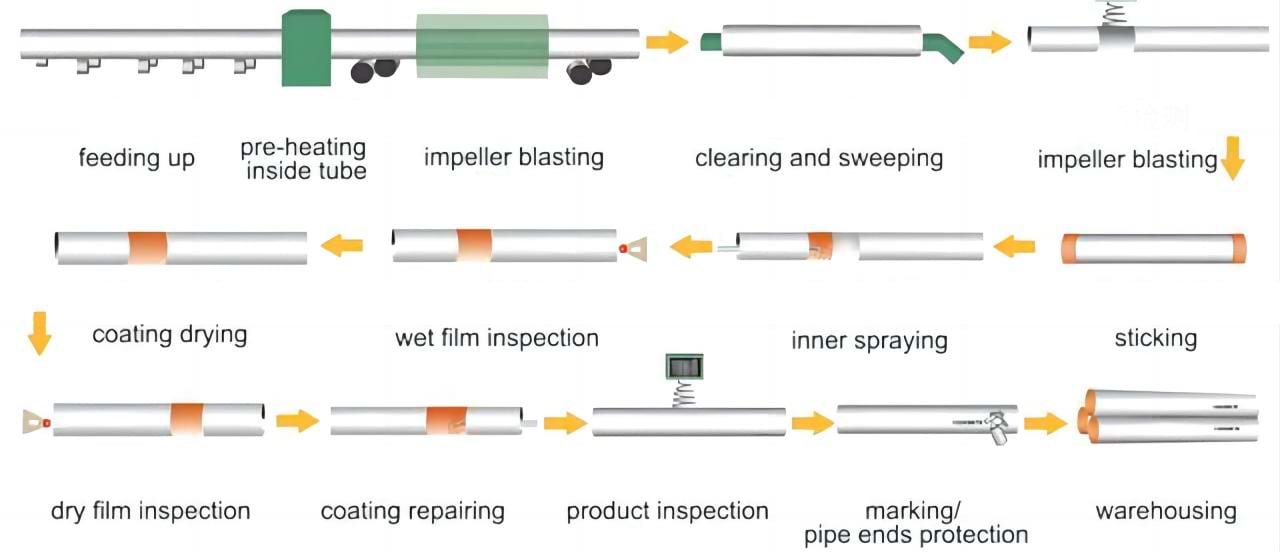
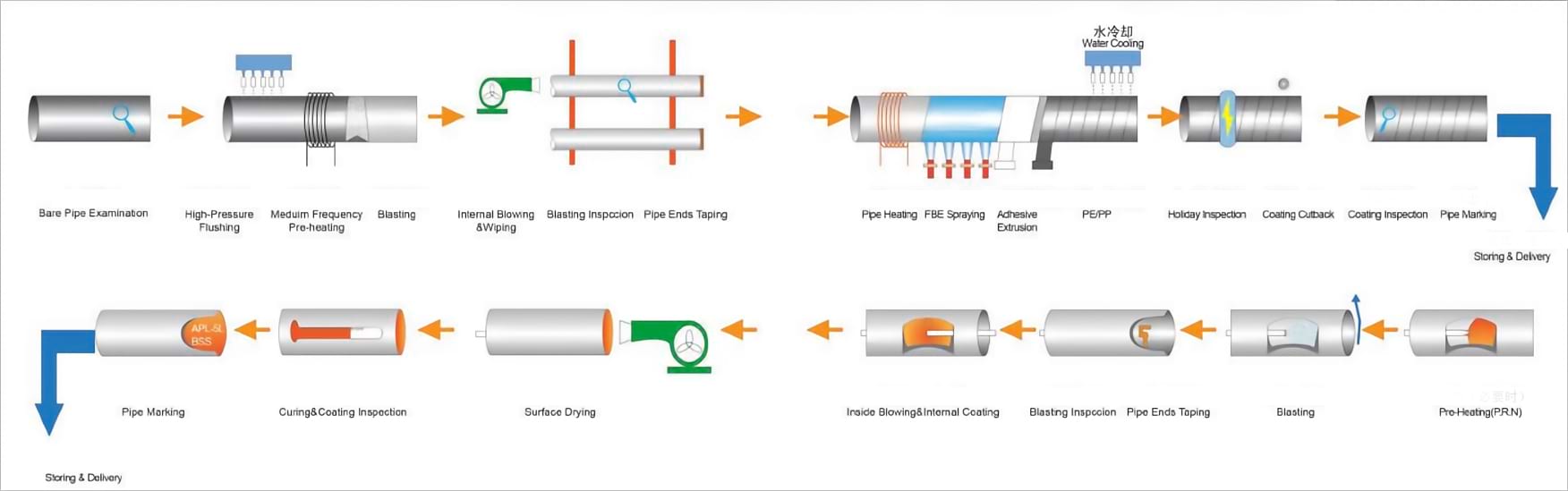
3LPE / 3LPP / FBE external coating process flowInternal FBE anticorrosion process flowInternal and external coating processThree-layer polyethylene (3LPE) coating structureFBE powder spraying roomPE/PP extrusion equipment for 3LPE/3LPP
All ZC Steel Pipe line pipe is tested per API 5L / ISO 3183. PSL2 adds mandatory Charpy impact testing, full-length NDE, and weld seam testing for welded pipe. Third-party inspection to EN 10204 3.2 available on request.
1Dry film thickness (DFT) — 100% measurement using calibrated magnetic gauge per ISO 21809
2Holiday test — 100% DC spark test at calculated voltage per coating thickness; zero holidays accepted
3Adhesion test — peel strength ≥ 35 N/mm (3LPE/3LPP) at 23°C per ISO 21809-1 Annex D
4Cathodic disbondment test — maximum radius per ISO 21809-1 Table 8 at project-specified temperature
5Impact resistance test — minimum 5 J/mm coating thickness per ISO 21809-1
6Indentation hardness — per ISO 21809-1 at 23°C and 70°C
7Bend test — no cracking or disbondment per ISO 21809-1 Annex F
8Chemical composition of coating materials — batch records supplied
9Surface preparation records — blast profile (Rz), cleanliness grade, dust level, dew point margin
10Third-party coating inspection — SGS, Bureau Veritas on request; EN 10204 3.2 MTC
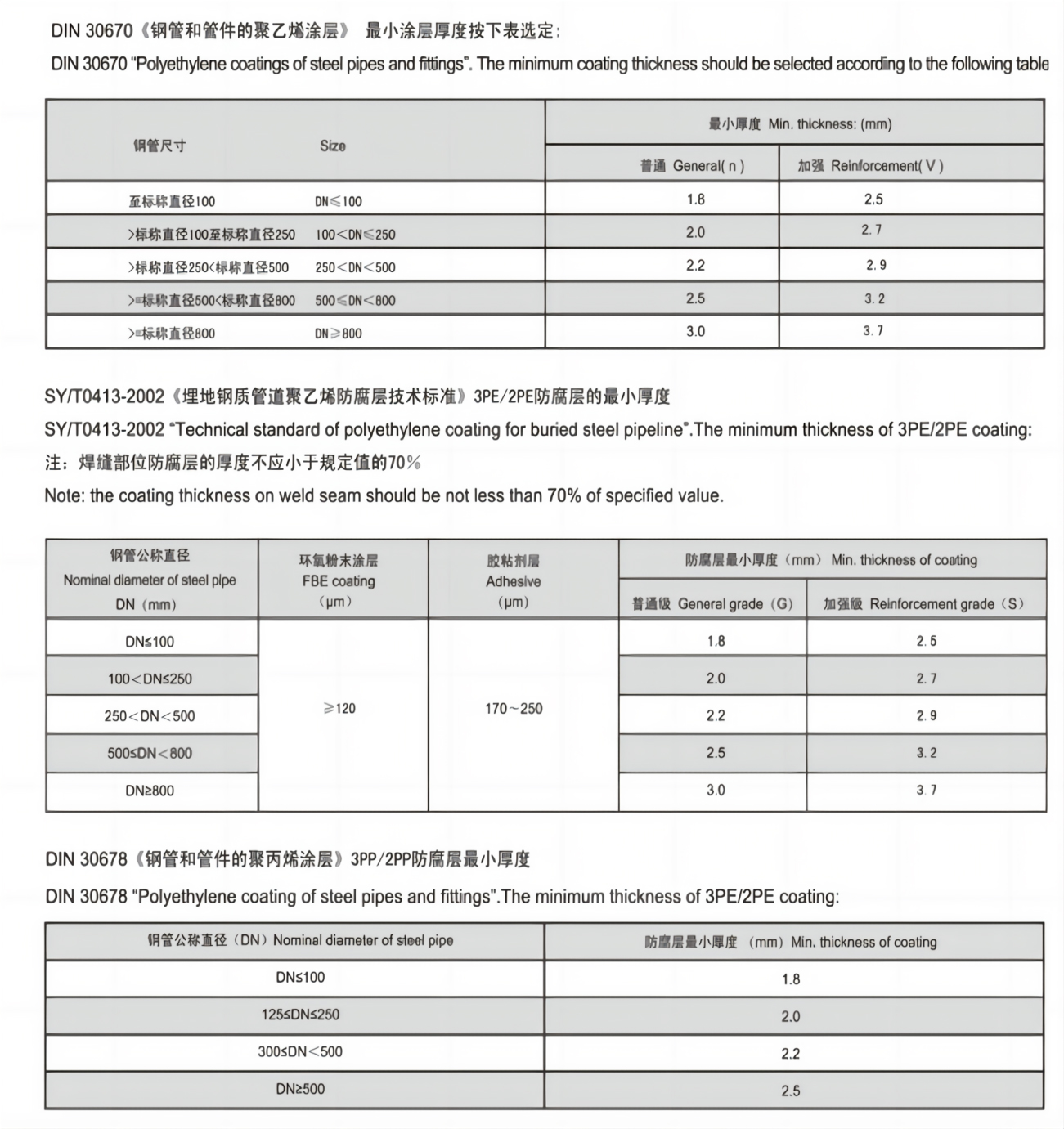
ZC Steel Pipe applies three external coating systems qualified to ISO 21809. Selection is based on operating temperature, burial environment, and mechanical demands during installation.
FBE — Fusion Bonded Epoxy
ISO 21809-2 / DIN 30671Max 95°C continuous
Single-layer thermoset epoxy 300–500 µm. Excellent adhesion and cathodic disbondment resistance. Limited mechanical protection — used as primer in 3LPE/3LPP and for subsea pipe receiving concrete weight coating.
Best for: Subsea with CWC · Internal coating · FBE primer for 3LPE/3LPP
3LPE — Three-Layer Polyethylene
ISO 21809-1 / DIN 30670Max 80°C continuous
FBE primer + copolymer adhesive + HDPE outer layer. Total thickness 2.5–4.5 mm. High impact and abrasion resistance for buried pipe in normal to moderately rocky soil.
Best for: Buried onshore gas and oil pipelines · Water transmission · Standard onshore specification
3LPP — Three-Layer Polypropylene
ISO 21809-1Max 110°C standard · 130°C high-temp grade
FBE primer + copolymer adhesive + polypropylene outer layer. Total thickness 2.5–5.0 mm. Extends service temperature above 3LPE limit. Required for hot oil, EOR, and high-temperature subsea flowlines.
Best for: Hot oil pipelines · EOR injection · High-temperature subsea flowlines · Arctic pipelines
Coating System Comparison
Property
FBE
3LPE
3LPP
Layers
1
3
3
Total thickness
300–500 µm
2.5–4.5 mm
2.5–5.0 mm
Max service temp
95°C
80°C
110–140°C
Impact resistance
Low
High
High
Abrasion resistance
Low
High
High
Cathodic disbondment
Excellent
Good
Good
CWC compatible
Yes
Limited
Yes
Relative cost
Baseline
2–3× FBE
3–4× FBE
Click any image to view full size.
3LPE coated line pipe
FBE coated pipe — yellow finish
Coated pipe — yard storage
3LPE coated large-diameter pipe
Coating inspection
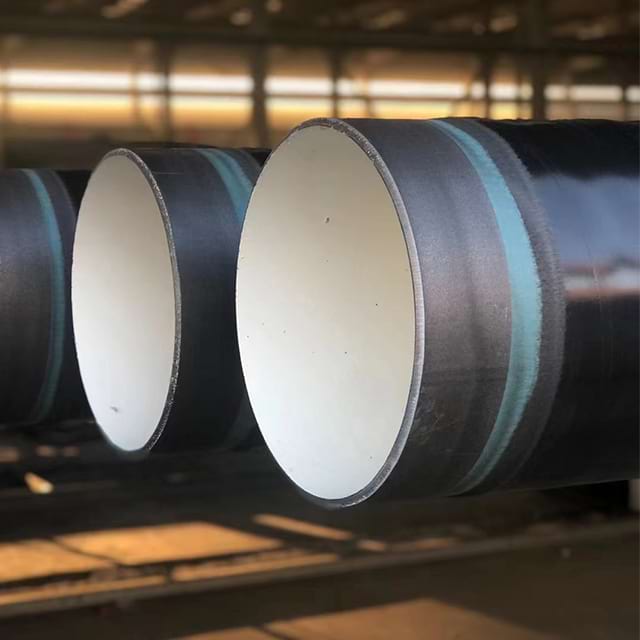
Coated pipe ends — cutback detail
Concrete weight coating (CWC) for offshore
Single-layer epoxy anti-corrosion coating
Epoxy anti-corrosion coating — close-up
Quality index — external coating
Shot blasting and rust removal machine
PE machine head, silicone roller and bracket
FBE powder recovery device
Vacuum feeding machine — FBE powder system
End beveling machine — cutback preparation
Pipeline engineering reference calculators for API 5L line pipe. Hoop stress and design pressure calculated per ASME B31.8 / B31.4 formula. All results are reference only — verify against project design calculations.
Design Pressure Calculator
P = (2 × t × SMYS × F × E × T) / OD | ASME B31.8 / B31.4
Joint efficiency E = 1.0 (seamless/LSAW). Temperature derating T = 1.0 (below 120°C). Adjust for other conditions.
Minimum Wall Thickness
t = (P × OD) / (2 × SMYS × F × E × T) | Rearranged ASME B31.8
Quick Unit Converter
Results update as you type.
These calculators are reference tools only. Always verify results against full pipeline design calculations per applicable code before use in engineering design.
Supply Enquiry — Coated Line Pipe
Tell us your grade, PSL level, OD, wall thickness, coating requirement, quantity and delivery port. We will respond within one business day.
.jpg)






.jpg)