API 5L welded line pipe in ERW (2–24"), LSAW (16–60"), and SSAW (16–60"). Grades X52–X80, PSL1 and PSL2. LSAW is the standard for large-diameter high-pressure gas transmission and offshore pipelines.
Applications
→Large-diameter gas transmission — LSAW X65/X70 for high-pressure onshore and offshore trunk lines
→Offshore pipeline main line — LSAW X65 PSL2 with FBE or 3LPE coating and concrete weight coating
→ERW distribution pipelines — X52/X60 for gas distribution and liquid gathering at moderate pressure
→SSAW water transmission — large-diameter low-pressure water mains and irrigation pipelines
→Sour service onshore — LSAW X52/X60/X65 PSL2 + SR15C for H2S-containing environments
→Subsea flowlines — LSAW X65 PSL2 for deepwater pipeline applications
Standards & Certifications
API 5L / ISO 3183—Specification for Line Pipe — all grades and PSL levels
NACE MR0175 / ISO 15156—Sour service material requirements — H2S environments
NACE TM0284—HIC testing — pipe body sour service qualification
ISO 21809-1 / -2—External pipeline coatings (3LPE/3LPP and FBE)
DNV-ST-F101—Submarine pipeline systems — offshore applications
EN 10204 3.1 / 3.2—Mill test certificate documentation
PSL Level Guide
Requirement
PSL1
PSL2
Max yield strength
Not controlled
Controlled per grade
Yield-to-tensile ratio
Not specified
0.93 maximum
Carbon equivalent (CE)
Not specified
≤ 0.43% IIW, ≤ 0.25% Pcm
Sulphur limit
0.030% max
0.015% max
Charpy impact test
Not mandatory
Mandatory
NDE — pipe body
Not mandatory
Mandatory full-length UT
NDE — weld seam
Not mandatory
Mandatory full-length UT
Use for gas service
Not appropriate
Required
Use for sour service
Not appropriate
Required + SR15C
Use for offshore
Not appropriate
Required + add-ons
API 5L grade selection is driven by operating pressure, wall thickness economics, sour service requirements, and welding conditions. Higher grades allow thinner walls for the same design pressure.
Grade
Min Yield MPa / ksi
Min Tensile MPa
PSL1
PSL2
Sour Service
Typical Application
X52
358 / 52
455
✓
✓
✓ PSL2 + SR15C
Onshore gathering, water transmission, low-pressure distribution
Procurement Note — PSL2 Suffix Letters
PSL2 line pipe carries a delivery condition suffix: N (normalised), Q (quench and tempered), M (thermomechanical), R (as-rolled). For sour service add S: X52NS, X65QS, X70MS. Always specify the full grade designation including suffix on the purchase order.
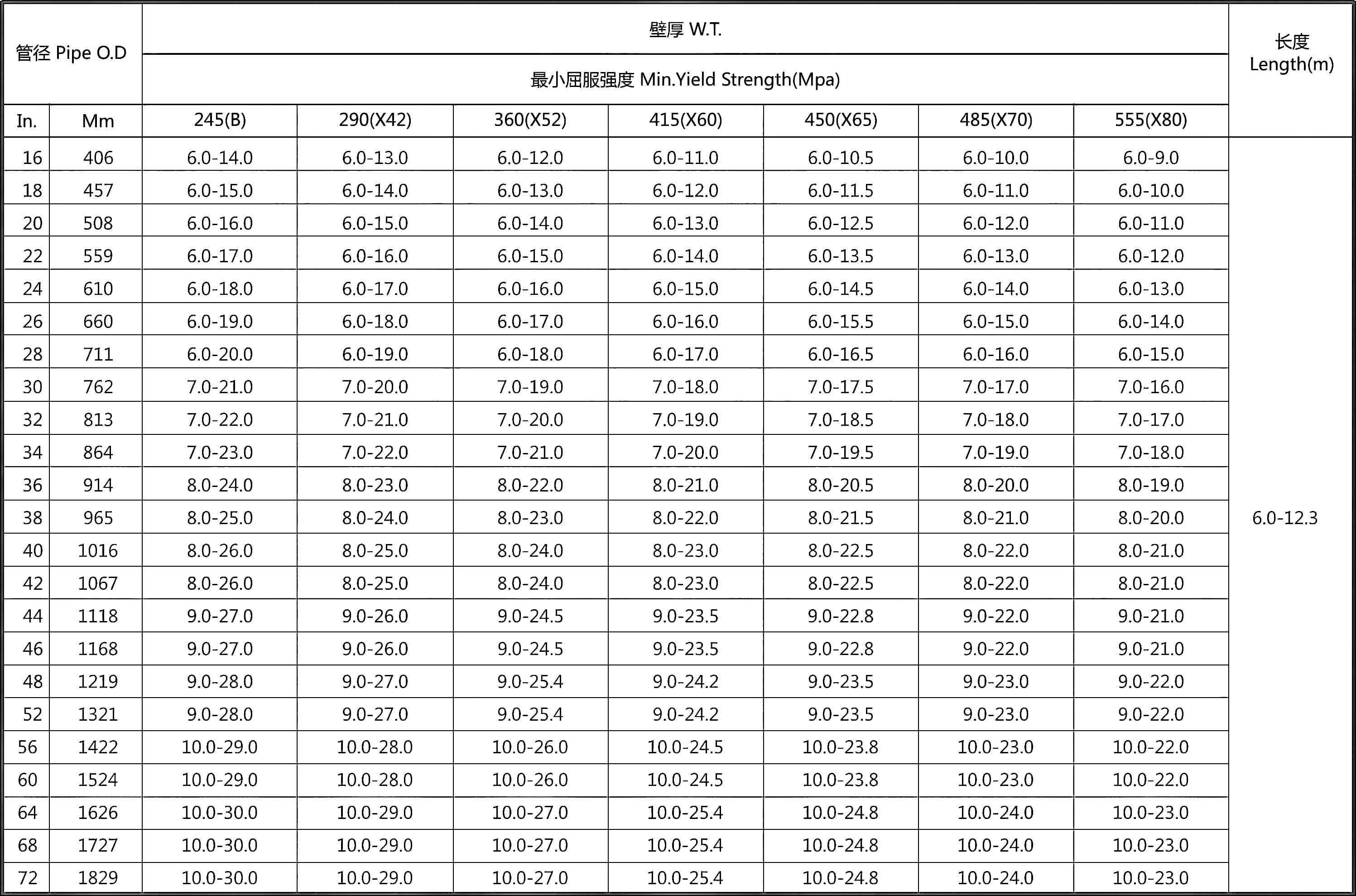
Available OD, wall thickness, and manufacturing type combinations. Contact ZC to confirm specific size/grade/PSL combinations — not all combinations are available from every manufacturing process.
Type
OD Range (inches)
OD Range (mm)
Wall / Thickness Range
Grade Range
ERW
2″ – 24″
60.3 – 609.6
1.8 – 19.1 mm
X52 – X70
LSAW
16″ – 60″
406.4 – 1524.0
6.4 – 50.8 mm
X52 – X80
SSAW
16″ – 60″
406.4 – 1524.0
5.0 – 25.4 mm
X52 – X70
Procurement Note — Size Confirmation
ZC Steel Pipe is order-to-make — we do not hold standard stock. Send us your full specification (grade, PSL, OD, wall thickness, end finish, length, coating, quantity) and we will confirm availability, lead time, and pricing within one business day.
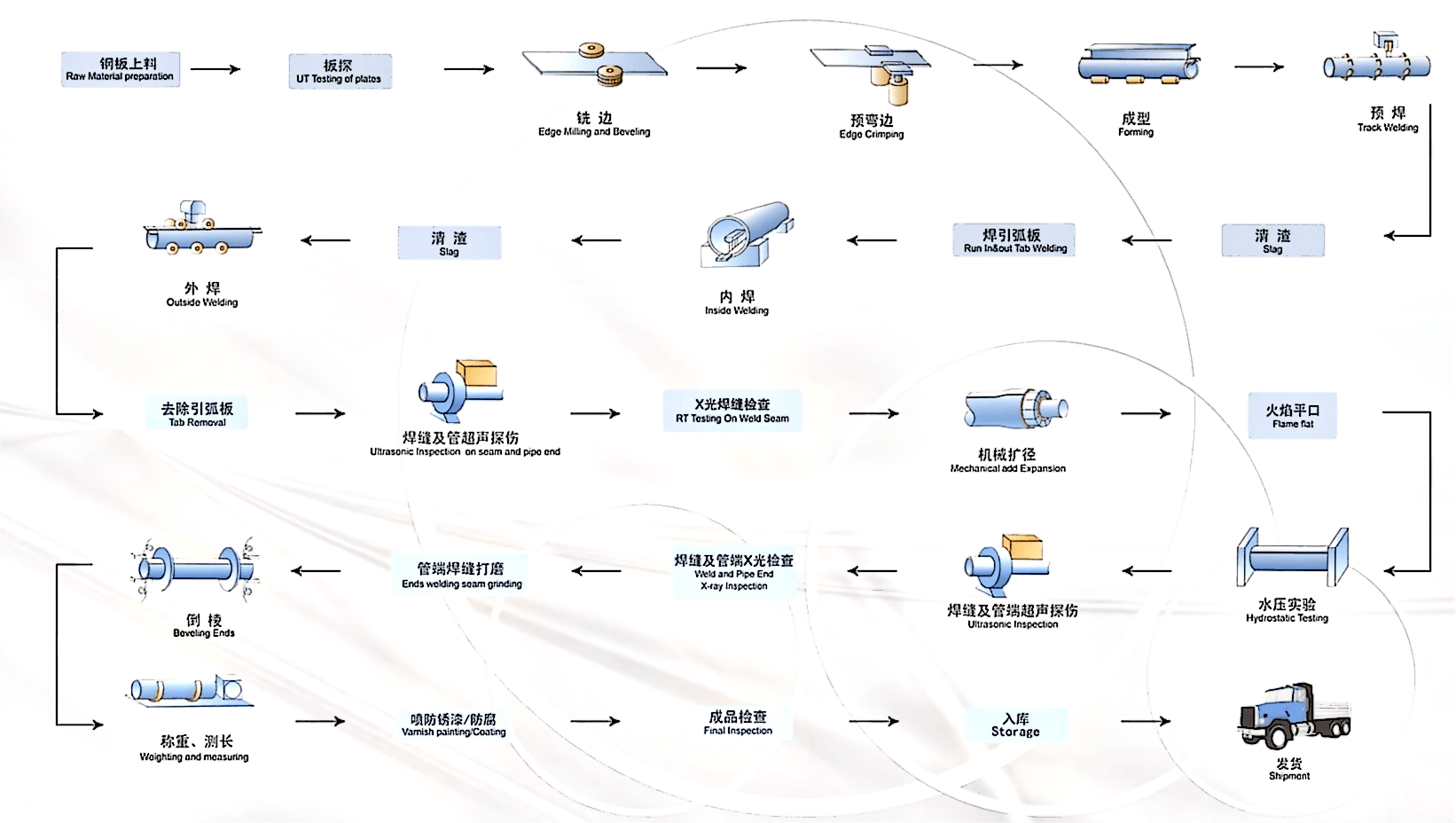
ZC Steel Pipe produces welded line pipe by ERW (electric resistance welding) for smaller diameters and LSAW (longitudinal submerged arc welding) for large-diameter pipeline applications. SSAW (spiral SAW) is available for water and low-pressure applications.
1
Plate / Strip Inspection
ERW uses hot-rolled strip coil. LSAW uses heavy plate. All incoming material inspected by UT for laminations and inclusions before forming.
2
Edge Milling (LSAW)
Plate edges machined to precise angle and profile for consistent weld joint geometry and full-penetration submerged arc welding.
3
Pre-bending
Plate edges pre-bent to the pipe radius to prevent flat spots at the weld seam and ensure roundness after forming.
4
JCO Forming (LSAW)
Plate pressed through J, C, and O forming stages to create a round cylinder for welding. JCOE adds cold expansion after welding for dimensional accuracy.
5
Welding
ERW: high-frequency resistance welding, no filler. LSAW: internal and external submerged arc welding with filler wire and flux. SSAW: spiral SAW of helically wound strip.
6
Weld Seam NDE
100% full-length ultrasonic testing of weld seam, HAZ, and adjacent parent metal. Radiographic testing of weld seam repair areas.
7
Cold Expansion
LSAW pipe cold expanded after welding to relieve residual weld stress and achieve tight OD tolerance for field welding alignment.
8
Inspection & Testing
Full mechanical testing, pipe body NDE, weld tensile and bend test, hydrostatic test, dimensional inspection, and MTC documentation.
Process flow — welded line pipe (ERW / LSAW / SSAW)JCOE forming process — LSAW large-diameter pipeLSAW pipe — longitudinal submerged arc weldingERW pipe — electric resistance weldingSSAW pipe — spiral submerged arc weldingInternal welding machine — LSAW productionExternal welding machine — LSAW production
All ZC Steel Pipe line pipe is tested per API 5L / ISO 3183. PSL2 adds mandatory Charpy impact testing, full-length NDE, and weld seam testing for welded pipe. Third-party inspection to EN 10204 3.2 available on request.
1Tensile test — pipe body, weld seam (transverse), and weld HAZ per API 5L
2Charpy V-notch impact — PSL2 mandatory: body, weld, and HAZ specimens; SR4A/4B at project-specified temperature
3Weld seam tensile test — minimum tensile strength equal to pipe body requirement
4Guided bend test — weld face and root bend for weld ductility verification
5Hydrostatic pressure test — 100% per API 5L, no leakage through weld seam or pipe body
6Full-length weld seam NDE — ultrasonic testing of entire weld seam length (PSL2 mandatory)
7Full-length pipe body NDE — UT or EMI (PSL2 mandatory)
8Radiographic testing — weld seam repair areas per API 5L
10HIC test — SR15C per NACE TM0284 for sour service pipe
11Third-party inspection — SGS, Bureau Veritas, TÜV on request (EN 10204 3.2)
Click any image to view full size.
LSAW line pipe — large diameter
Welded pipe — yard storage
ERW pipe — production line
LSAW pipe — pipe ends
Welded line pipe — inspection
Loading for export
Project supply — pipeline project
Project reference — installed pipeline
Plate bending machine — LSAW forming
Edge milling machine — plate preparation
Pre-bending machine — plate edge forming
Straightening machine — post-weld
Hydraulic test machine — pressure testing
End grinding machine — pipe end preparation
Pipeline engineering reference calculators for API 5L line pipe. Hoop stress and design pressure calculated per ASME B31.8 / B31.4 formula. All results are reference only — verify against project design calculations.
Design Pressure Calculator
P = (2 × t × SMYS × F × E × T) / OD | ASME B31.8 / B31.4
Joint efficiency E = 1.0 (seamless/LSAW). Temperature derating T = 1.0 (below 120°C). Adjust for other conditions.
Minimum Wall Thickness
t = (P × OD) / (2 × SMYS × F × E × T) | Rearranged ASME B31.8
Quick Unit Converter
Results update as you type.
These calculators are reference tools only. Always verify results against full pipeline design calculations per applicable code before use in engineering design.


.jpg)















